Scope of application of T-slot motor performance test bench: engine laboratory, providing a basic experimental platform for engines, dynamometers, etc., suitable for various inspections, test work, reference planes for precision measurement; for mechanical inspection and measurement benchmarks; Check the dimensional accuracy or shape and position deviation of the parts, and make a close line. The T-slot motor performance test bench can be used as a vibration test bench, which is also an indispensable basic tool in machinery manufacturing.
The T-slot motor performance test bench is a basic plate (platform) specially used for large-scale equipment. It has the characteristics of reasonable design, stable structure, high precision and wear resistance. Technical parameters:
1. After the platform is installed, it should be able to achieve: the flatness of the entire length is not greater than 2.0mm, the levelness is 0.2mm/m, and the entire platform can be grounded.
2. Material: HT250, casting fillet R15~20, chemical composition of castings S<0.12%, P<0.15%, and inoculation treatment is required.
3. Platform structure: box-type rib-plate structure, with reinforcing ribs at the bottom, strong bearing capacity and impact resistance; the overall structure is reasonable, the thickness of the reinforcing ribs is uniform, and the thickness of the inner ribs is not less than 50mm.
4. The roughness of the machined surface of the platform is 6.3. The platform accuracy is manufactured according to the requirements of level 3. The platform drawings are marked with geometric tolerances.
5. The platform should be convenient for secondary grouting, and the secondary grouting should fill the inner cavity in full range.
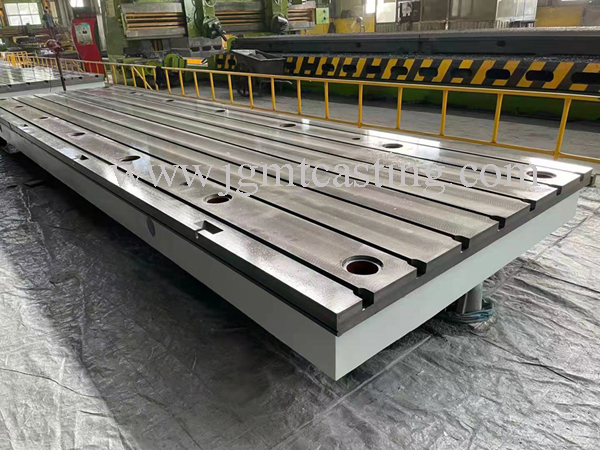
cast iron bench/T slotted plate
6. All castings should be annealed. Annealing process requirements: annealing temperature 500°C~550°C, heating rate ≤50~100°C, holding time 3~5 hours, cooling rate ≤50°C, and air cooling below 200°C. . Castings should be subjected to secondary aging treatment, including one artificial aging treatment after blank molding and one natural aging treatment after rough planing. The natural aging time is 4 months to ensure the elimination of internal stress and long-term use without deformation.
7. Casting defects such as looseness, blisters, pores, slag inclusions, cracks, etc. are not allowed inside and outside the casting. The unmachined parts of the platform should be cleaned of molding sand and burrs, the sharp edges should be rounded, and the machined surface should be coated with anti-rust oil.
8. There are hoisting holes and grounding screw holes (not less than M12).








